

LPG & CNG TÜPÜ ÜRETİM HATLARI
REPKON yüksek kalitede LPG ve CNG tüpleri üretim tesisleri için anahtar teslim çözümler sunmaktadır. Mutfak tüpleri, sanayide kullanılan tüpler veya piknik tüplerinin imalatı için istenilen üretim kapasiteleri doğrultusunda otomatik veya yarı otomatik tesisler kuran REPKON, müşteri memnuniyetini ve her zaman yenilikçi üretim çözümlerini ana hedef olarak belirlemiştir.
EN 1442 gibi uluslararası standartlarına uyun olarak LPG tüpü gövde şekillendirilmesine ham malzemeden başlanarak aşağıdaki üretim adımları takip edilmektedir.
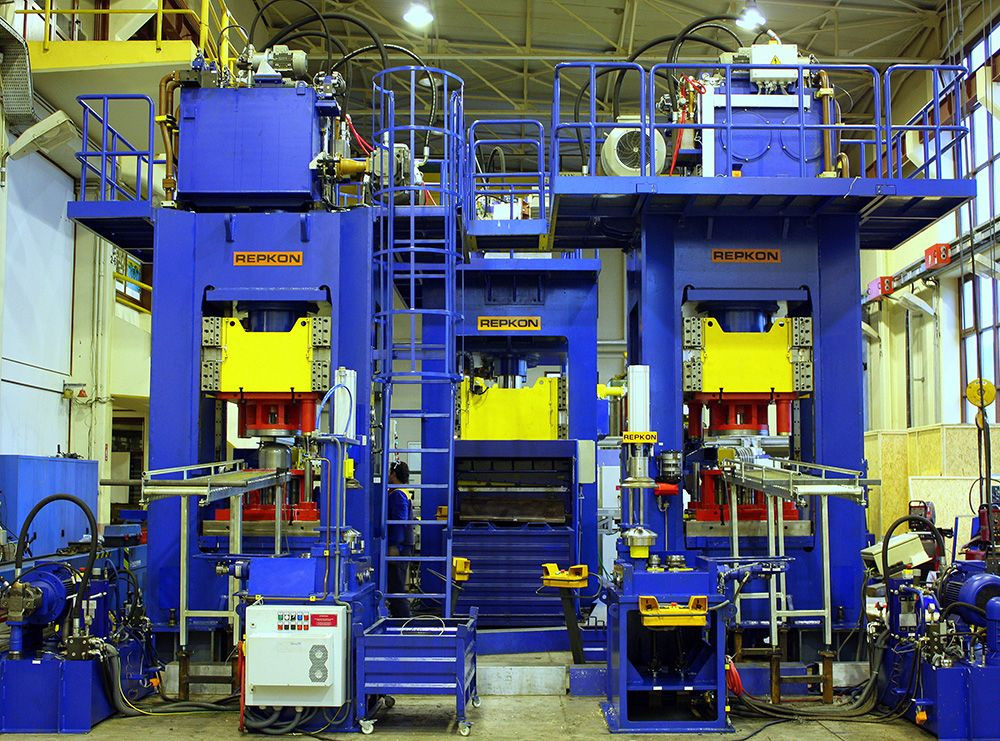
Pul Çıkarma ve Gövde Şekillendirme Hattı
Gövde şekillendirme hattının merkezinde çift etkili hidrolik derin çekme presi durmaktadır. Derin çekme presi, tek etkili çift pul çıkarma presinden gelen pullardan veya REPKON tasarımı olan kombine derin çekme, delme ve pul çıkarma kalıbının yardımıyla direkt rulo malzemeden tüp gövde yarımını oluşturur. Bunun arkasından üst ve alt gövde yarımları REPKON etek kesme ve büzme makinelerinde işlem görür. Böylece tüp gövdeleri yağ alma işleminden geçtikten sonra kaynak operasyonları için hazır hale getirilmiş olur.

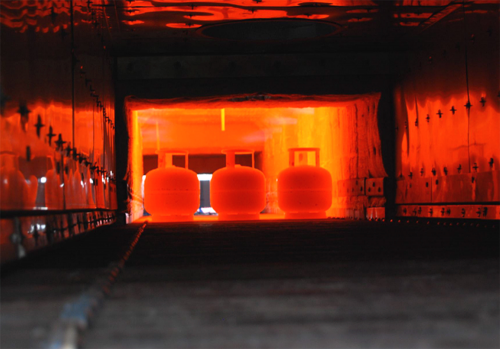
Kaynak Isıl İşlem ve Hidrostatik Test Hattı
Toz altı kaynak tekniği genel olarak tüp gövde yarımlarının birbirine kaynatılmasında ve koleretin üst gövde yarımına kaynatılmasında kullanılır. Müşterinin talep ettiği üretim kapasitesine ulaşabilmek için gerekli olan çeşitli otomasyon düzeylerinde üstün kaynak kalitesi, güvenilir kaynak güç ünitesi ve kontrol ünitesini içeren kaynak otomatlarıyla elde edilir. Ayak ve yakanın (kalkan) gövdeye kaynatılması için MIG/MAG kaynak tekniği kullanılmaktadır. Şekillendirme ve kaynak işlemleri sonucu stresleri gidermek ve normalizasyon için tüpler ısıl işlem fırınından geçirilerek 930ºC sıcaklığa kadar ısıtıldıktan sonra yavaş yavaş soğutulmaya bırakılır. Bu işlem sonrasında gövdede kullanılan ve kaynak işleminden geçen metal orjinal özelliklerini geri kazanarak hidrostatik test aşamasına geçilir.




Yüzey Kaplama ve Bitirme Hattı
LPG tüplerinin yüzeylerinde ısıl işlem sırasında oluşan pullanmaları temizlemek için kumlama makinesinde kumlanmaktadır. Bu işlem sonrasunda LPG tüpleri yüzey boyama veya müşterilerin talepleri doğrultusunda çinko kaplama için hazır hale getirilmektedir. Boya hattında tüpler askılı konveyörde hareket ettirilerek robot boyama ünitesi aracılığıyla bir astar, bir de son boya olacak şekilde çift boyamaya tabi tutulup sonrasında fırında kurutulur.
Tüplerin ağırlığı tartıldıktan ve markalama yapıldıktan sonra otomatik sıkma üniteleriyle vanaları sıkılır ve vana bölgesinde herhangi bir sızdırmazlık olup olmadığı sızdırmazlık test ünitesinde kontrol edilir.
Uluslararası standartların talep ettiği kalite kontrol araçlarından bir tanesi de patlatma test ünitesidir. Bu ünitede üretimi tamalanmış bir tüp rastgele seçilerek bu tüpün patlama basıncı ve genişleme oranı test edilir.













